
CBN砂轮加工过程中产生振纹怎么办
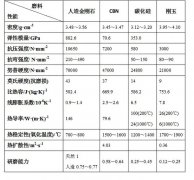
CBN的硬度高于普通磨料,高硬度使得它切削能力更强更锋利,同时CBN具有很高的耐磨性,它比普通磨料更难磨损,保持磨粒形状的能力是CBN作为高性能磨料斗的主要特性之一,由于CBN砂轮能长期保持磨粒微刃的锋利性,会使被加工工件的加工精度和表面粗糙度都达到较为理想的效果,砂轮磨削能获得较高的尺寸精度和较低的表面粗糙度,因此可用度提高10%~30%,CBN砂轮修整周期长、修整量较少,更换时间无需经常更换砂轮和修整砂轮,故可节约工时,工作效率高、综合经济效益好.但同时CBN砂轮线速度很快,可以达到80~120m/s,这种情况下,砂轮——工件——机床整个系统容易产生振动,尤是加工薄壁类零件时,由于刚性差,就更容易产生振纹。下面湖南兴大新材料有限公司对CBN砂轮加工过程中产生振纹问题分析:

1、工件表面产生振纹问题
磨削表面振纹是由于磨削加工过程中机床-工件-砂轮系统的振动所造成。砂轮线速度高且刚性较低的高速内圆磨削尤其容易产生振动。目前表面振纹是CBN砂轮高效内圆磨削面临的主要问题之一。
2、CBN砂轮高效内圆磨削振纹解决办法
工件表面振纹主要是由于机床振动、或由于砂轮高速旋转引起的机床共振,也可能是磨削力变化引起的颤振,甚至是这几个因素综合影响造成。解决此问题,也需从这三方面着手:
(1)可对机床床身及主要铸件的固有频率进行分析,使其避开砂轮及工件主轴的共振区域。机床装配过程中需采取有效措施对连接刚性予以保证。
(2)要选择高刚性及平衡良好的砂轮轴,以消除振源。
(3)颤振是由于砂轮与工件间的交互作用造成的。砂轮不均匀的磨损和堵塞将在工件表面形成振纹,而工件表面的振纹反过来会促使砂轮的磨损和堵塞加重。选择合适的砂轮,采取适合的修整及磨削参数是解决问题的关键。
在高效内圆磨CBN砂轮的研发和应用方面,湖南兴大新材料有限公司具有扎实的技术沉淀和行业经验积累。不仅要考虑工件的加工参数,还要考虑磨床的技术参数,磨料选择、磨粒大小、组织松紧、砂轮硬软等这些都要一一匹配。湖南兴大新材料有限公司为客户提供系统化、专业化的磨削系统解决方案。




网友推荐
- 湖南兴大非标磨具专属定制——CBN砂...
- 2017年中国品质最好的砂轮...
- 陶瓷金刚石砂轮多少钱...
- 陶瓷金刚石砂轮的应用...
- 用什么工具可以把砂轮修平整...
- 湖南专业生产CBN砂轮的公司——湖南...
- 陶瓷立方氮化硼CBN外圆磨砂轮...
- 砂轮磨不动的原因分析...
- 磨削烧伤原因解析...
- 兴大精英游张家界...
今日话题
-
 超硬CBN砂轮替代普磨砂轮的优点
超硬CBN砂轮替代普磨砂轮的优点随着技术创新与高科技产品的不断涌...
-
 CBN砂轮加工过程中产生振纹怎么办
CBN砂轮加工过程中产生振纹怎么办CBN砂轮的高速磨削是发展也是趋势,...
-
 砂轮磨不动的原因分析
砂轮磨不动的原因分析导致砂轮磨不动的原因有很多,排除...
-
 陶瓷金刚石砂轮知识讲解
陶瓷金刚石砂轮知识讲解陶瓷结合剂金刚石砂轮有高强度,耐热...
-
 陶瓷金刚石砂轮多少钱
陶瓷金刚石砂轮多少钱陶瓷金刚石砂轮的价格受到各种因素...
-
 磨陶瓷用什么材质砂轮
磨陶瓷用什么材质砂轮在磨削陶瓷材料时,一般使用 金刚石...
-
 陶瓷金刚石砂轮的应用
陶瓷金刚石砂轮的应用大型精密工件(机床导轨、高精度丝...
-
 钢轨打磨砂轮
钢轨打磨砂轮钢轨打磨砂轮是一种重要的铁路轨道...
-
 磨铸铁用什么砂轮
磨铸铁用什么砂轮对于磨铸铁工作,选择使用陶瓷结合...
-
 陶瓷CBN砂轮的基体
陶瓷CBN砂轮的基体由于砂轮厚度对称于基体的中心面,...




